![]()
![]()
部品として 一般的には低品質品と思ったのですが。

成形不良 ウェルド
1挺目 外観部位

成形不良 ウェルド
2挺目 外観部位
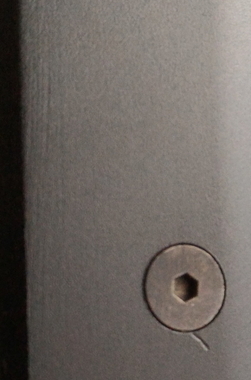
この不良が無い物もありますが、塗装は
全面塗布されているものがありません。
この状態で この穴にスリングを
通す金具やパラコードを取り付けた場合、
ちょっとした負荷で割れる場合があります。
バリ排除時の擦り傷痕 左側
ツール干渉 外観部位
3挺目

深さ0.4mmツール打痕
4挺目 外観部位

レシーバー穴ピッチ0.6mmずれ
(スクリューは無理に締められネジ山崩れ。
ばか穴に強くネジが干渉していることが確認できます)
切削不良もお構いなし
5挺目 内側
工業高校 加工機実習の下手な生徒より酷いです。
加工部の寸法が正確に出ていません。
同じ仕上げ面なのにも関わらず角度が変化している加工面も
ありました。
加工以前に部品の固定方法の知識がないと判断できるレベル。
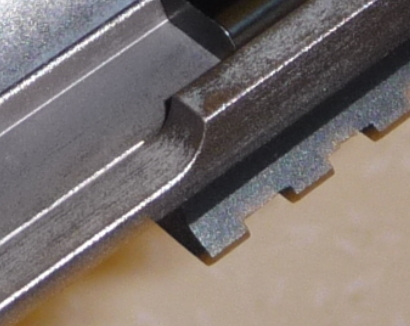
5挺目同様の形状を加工した台湾製。
裏側なので表面処理のムラはあるものの
エンドミルの送りミスはなく、表面及び寸法的にも
問題なく仕上がっています。
相手部品に傷が入っているような事はありません。
ちなみに、この形状は部品を挿入する時の干渉の逃がしでは
ありますが 5挺目の事例では干渉側に寸法不良があった為
レシーバー部同様、チャンバー部にも組み込み傷が付いて
いました。
以上の事例はここ数か月流通しているTM製品 新品を分解する際に
外観・仕上げ寸法・強度について確認した物です。
いずれの事例も不具合・不良。多くの企業では工程を確認、
出荷停止の措置をとられます。(自社の品質を誇るのであれば)
出荷してしまう時点でクラフトマンシップは皆無で
中国製品と同レベル。
単価優先ということが このような品質でも市場に流通させている
事から見て取れます。
これらの事例は中国本土は置いておいて香港製・台湾製と
比較しても同等です。くみ上げ前の部品製造工程で技術が
上回っていないこと(または利益優先)を示します。
むしろ部品製造技術が劣る事例も含まれています。
このメーカー曰く
「品質における確かな信頼性と、更なる品質向上に対する探求心は、
弊社にとってなくてはならない要素です」
という事は・・・
これらの品質は問題なく、動けば良いということですね。
納得。
ちなみに樹脂部品が多く使われていた時代の物は
品質的に何も問題ないのですけどね。
変わったな この会社。
※コメントの内容によってスルーすることもあります。
このコンテンツの公開範囲 インターネット全体
コメントを受け付ける範囲 サバゲーるメンバーまで
スポンサーリンク
コメント 0
コメントはまだありません。
コメントするには、ログインまたはメンバー登録(無料)が必要です。
スポンサーリンク
活動中のチーム
活動中のチームはまだありません。
チェックインしたフィールド 0
チェックインはまだしていません。